


Надёжность любой металлической конструкции — будь то мост, самолёт или каркас здания — часто держится на небольших, но очень важных деталях: заклёпках. Клёпка позволяет создать неразъёмное соединение, которое воспринимает вибрации и нагрузки практически как монолитный материал. Однако получить долговечный узел можно только при строгом соблюдении тонкостей технологии. Пренебрежение простыми правилами на любом этапе — от сверления до финишного контроля — способно превратить крепёж в очаг будущего разрушения. Ниже разберём весь путь создания заклёпочного шва, обращая внимание на подводные камни и объясняя, почему мелочей здесь не бывает.
Подготовка отверстия: фундамент прочности
Качество соединения начинается с отверстия. Главные враги здесь — перекос, неверный диаметр и заусенцы. Ось отверстия должна быть строго перпендикулярна поверхности соединяемых деталей. Если сверло уходит в сторону, заклёпка ляжет с перекосом: под её головкой образуется односторонний зазор, а стержень будет работать на изгиб, а не на сдвиг. В эксплуатации такое соединение быстро расшатывается, провоцируя трещины в деталях.
На что обратить внимание: используйте кондукторы или специальные насадки, обеспечивающие прямой угол сверления. Если пакет состоит из нескольких листов, обязательно плотно сожмите их перед сверлением. При обработке смешанных материалов (например, стали и алюминия) подачу инструмента подбирайте по более твёрдому элементу, иначе отверстие получится «рваным», с недопустимой овальностью. Овальность и завышенный диаметр приводят к тому, что заклёпка не заполняет отверстие полностью — появляется люфт, и вся нагрузка перераспределяется на соседние точки, перегружая их.
Не менее вредны заусенцы на кромках отверстий. Оставленные после сверления, они действуют как концентраторы напряжения — микронадрывы, от которых со временем разбегаются усталостные трещины. Особенно коварны заусенцы между слоями металла, где их не видно. Если по технологии узел не будет разбираться, удалить их оттуда уже невозможно. Вывод: после сверления обязательно снимайте заусенцы зенковкой, формируя крошечную фаску глубиной не более 0,2 мм. Затупившееся сверло нещадно рвёт металл — перетачивайте инструмент, как только высота заусенца начинает превышать 0,3 мм.
Гнёзда под потайные головки: искусство незаметного крепежа
Когда требуется гладкая аэродинамическая или декоративная поверхность, применяют потайные заклёпки. Для них в металле необходимо подготовить коническое углубление — гнездо. Ошибки на этом этапе бросаются в глаза и портят не только внешний вид, но и физику соединения.
Глубина гнезда критична. Если сделать его слишком глубоким, головка заклёпки «утопнет» — вокруг неё появится ступенька, ослабляющая сечение детали. Мелкое гнездо заставит головку выступать бугорком, который будет цепляться за всё, а в авиации — ещё и искажать обтекание. Идеальная глубина — на пару сотых долей миллиметра меньше минимальной высоты головки, с учётом того, что при клёпке головка немного «осядет» и встанет заподлицо или с минимальным регламентированным выступом. Никогда не полагайтесь на глаз: используйте регулируемые упоры-ограничители на зенковках и проверяйте настройку на образцах калибром-заклёпкой и индикатором. Зенкование «на руках» без упора допустимо лишь в исключительных, труднодоступных местах.
При работе с тонкими листами (тоньше гнезда) зенкование невозможно — дырка просто прорежется насквозь. Здесь применяют штамповку гнёзд, когда металл не срезается, а вдавливается. Это более деликатная операция: неверное усилие или температура приведут к короблению листа либо к трещинам по краям углубления. Алюминиевые сплавы типа Д16Т штампуют холодными, а высокопрочный В95Т обязательно подогревают локально, иначе пойдут микронадрывы. После штамповки края отверстий часто нуждаются в подчистке (калибровке), чтобы убрать острые кромки — рассадники будущих трещин.
Вставка заклёпки: правильный выбор длины
Поставить заклёпку в отверстие несложно, а вот подобрать её длину — целая наука. Слишком короткий стержень при расклёпывании образует замыкающую головку малой высоты и диаметра. Такое соединение не наберёт расчётной прочности и вырвется при пиковых нагрузках. Слишком длинная заклёпка — не лучше: избыток металла начнёт загибаться вбок, образуя трещины, закусывания и утягивая за собой соседние участки детали.
Длина подбирается в зависимости от суммарной толщины пакета и типа головки. При образовании плоской (бочкообразной) замыкающей головки и при двусторонней потайной клёпке существуют строгие таблицы соответствия. Прежде чем приступить к работе на изделии, соберите контрольный образец того же состава и толщины и убедитесь, что выбранная заклёпка заполняет отверстие без излишнего выдавливания. Визуально проконтролируйте, чтобы потайная закладная головка встала в гнездо без одностороннего зазора — это признак перекоса отверстия.
Образование замыкающей головки: финал, который всё решает
Именно на этом шаге заклёпка становится крепежом. Способы два: прессовый (статическое сдавливание) и ударный (многоударным пневмомолотком). Прессовая клёпка предпочтительнее: плавное нарастание усилия даёт однородную деформацию стержня, плотное заполнение отверстия и предсказуемую форму головки. Ударный метод используют там, куда прессом не подобраться, но он требует высочайшей квалификации: неравномерность ударов легко создаёт подсечки, зарубки или «закатывание» головки.
Плоская замыкающая головка должна иметь форму аккуратного бочонка. Её диаметр и высота строго нормированы. Маленькая головка — признак недостаточной осадки; низкая и широкая — избыточного усилия, когда металл начинает течь в стороны, истончая стенки и создавая надрывы. Трещины на головках, даже микроскопические, — это не косметический брак. От них трещина может уйти в стержень и разрушить заклёпку изнутри. То же касается подсечек (следов от кромки обжимки) на выступающих закладных головках — допустим лишь лёгкий отпечаток без нарушения целостности металла.
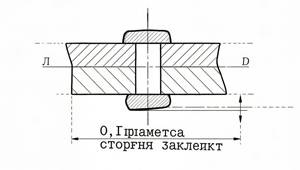
Потайная замыкающая головка должна полностью заполнить зенкованное гнездо. Если остался «венчик» (кольцевой зазор) более 0,25–0,4 мм, туда будет проникать влага и грязь, начнётся коррозия, а головка лишится опоры по периметру. Выступание такой головки после клёпки аккуратно удаляют, не царапая обшивку, а затем защищают от коррозии. Самое страшное здесь — перестараться и снять лишний металл с самой детали, ослабив её.
Контроль: доверяй, но проверяй
Каждый этап требует контроля, и лучше потратить время на проверку, чем разбирать узел из-за массового брака. Качество отверстий и гнёзд проверяют специальными калибрами (пробками), индикаторными приспособлениями, щупами, а также визуально — на предмет рисок, задиров, нарушения защитного покрытия. Для ответственных соединений каждое отверстие — под микроскоп (в переносном смысле), для рядовых — достаточно выборочных 10% в шве.
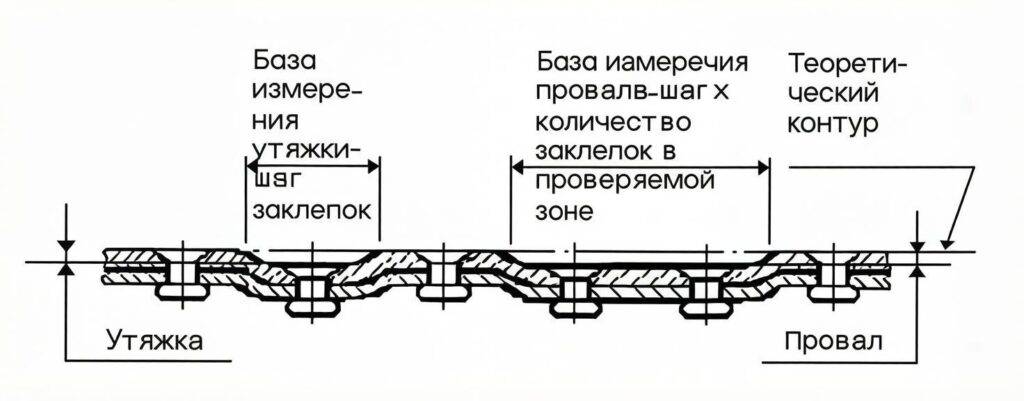
Уже готовая заклёпка проверяется шаблонами на высоту и диаметр головки. Плотность прилегания выступающих головок контролируют щупом: если лезвие толщиной 0,05 мм пролезает под головку заклёпки диаметром 2,6–5 мм, значит, она не обжата и при вибрации будет ёлозить. Общее состояние обшивки: после клёпки на поверхности не должно быть «хлопунов» (прогибающихся участков) и волн. Зазоры между листами вне зоны замыкающей головки допустимы лишь в очень узких пределах (до 0,2–0,3 мм), иначе со временем туда попадёт вода, начнётся щелевая коррозия, и лист вспучится.
Дефекты и их цена
Что делать, если брак обнаружен? Доклепать (дополнительно осадить) заниженную головку, зачистить завышенную, заменить дефектную заклёпку на такую же или, при превышении диаметра отверстия, на заклёпку ближайшего большего диаметра. Однако количество переклёпанных точек в одном шве не должно превышать 5% — иначе весь шов теряет прочностные свойства, и деталь подлежит замене. Лёгкая правка погнутых листов допустима только для пластичных материалов, да и то крайне аккуратно: наклёп делает металл хрупким. «Заморачиваться» с каждым крепежом необходимо потому, что одна послабленная заклёпка перегружает соседние. Лавинообразно нарастая, этот процесс приводит к внезапному и катастрофическому отказу узла.
Итоговая рекомендация проста: качество заклёпочного соединения закладывается не в момент удара молотка, а в скрупулёзном соблюдении геометрии, чистоты и соосности на каждом подготовительном шаге. Острый инструмент, правильная оснастка, контрольные образцы и сто процентов внимания — вот что отделяет надёжное соединение от мины замедленного действия.
НОРМАТИВНЫЕ ССЫЛКИ
Cтандарты и нормативно-технические документы:
- ГОСТ 14797-85 — Заклепки с полукруглой головкой (повышенной точности). Конструкция и размеры.
- ГОСТ 14798-85 — Заклепки с потайной головкой (угол 90° повышенной точности). Конструкция и размеры.
- ГОСТ 14799-85 — Заклепки с потайной головкой (угол 120° повышенной точности). Конструкция и размеры.
- ГОСТ 14800-85 — Заклепки с плоско-выпуклой головкой (повышенной точности). Конструкция и размеры.
- ГОСТ 14801-85 — Заклепки с плоской головкой (повышенной точности). Конструкция и размеры.
- ГОСТ 14802-85 — Заклепки (повышенной точности). Диаметр отверстия под заклепки. Размеры замыкающих головок и подбор длин заклепок.
- ГОСТ 14803-85 — Заклепки (повышенной точности). Общие технические условия.
- ГОСТ 17770-86 — Машины ручные. Требования к вибрационным характеристикам.
- ГОСТ 19543-74 — Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов. Средняя серия. Конструкция.
- ГОСТ 19544-74 — Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов. Длинная серия. Конструкция.
- ГОСТ 19546-74 — Сверла спиральные с коническим хвостовиком для обработки легких сплавов. Конструкция.
- ГОСТ 19547-74 — Сверла спиральные удлинённые с коническим хвостовиком для обработки легких сплавов. Конструкция.
- ГОСТ 19548-88 — Сверла спиральные для обработки легких сплавов. Технические условия.
- ГОСТ 20694-75 — Сверла спиральные с цилиндрическим хвостовиком для труднообрабатываемых материалов. Короткая серия. Конструкция и размеры.
- ГОСТ 20695-75 — Сверла спиральные с цилиндрическим хвостовиком для труднообрабатываемых материалов. Средняя серия. Конструкция и размеры.
- ГОСТ 20696-75 — Сверла спиральные с коническим хвостовиком для труднообрабатываемых материалов. Короткая серия. Конструкция и размеры.
- ГОСТ 20697-75 — Сверла спиральные с коническим хвостовиком для труднообрабатываемых материалов. Средняя серия. Конструкция и размеры.
- ГОСТ 20698-75 — Сверла спиральные для обработки труднообрабатываемых материалов. Технические условия.
- ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики.
- ГОСТ 4010-77 — Сверла спиральные с цилиндрическим хвостовиком. Короткая серия. Основные параметры.
- ОСТ 1 34037-78 — Заклепки с потайной головкой Z90°. Конструкция и размеры.
- ОСТ 1 34038-78 — Заклепки с потайной головкой Z120°. Конструкция и размеры.
- ОСТ 1 34041-79 — Соединения заклепками для автоматической клепки. Подбор длин заклепок.
- ОСТ 1 34054-85 — Заклепки с плоско-скругленной головкой из алюминиевого сплава В65 для автоматической клепки. Конструкция и размеры.
- ОСТ 1 34072-85 — Заклепки с потайной головкой Z90° из алюминиевого сплава В65 для воздухозаборников. Конструкция.
- ОСТ 1 34073-85* — Заклепки с плоско-скругленной головкой. Конструкция и размеры.
- ОСТ 1 34083-85 — Заклепки с потайной головкой Z90°. Конструкция и размеры.
- ОСТ 1 34084-80* — Заклепки с потайной головкой Z90°. Конструкция и размеры.
- ОСТ 1 34091-80 — Заклепки с потайной головкой Z120°. Конструкция и размеры.
- ОСТ 1 34093-80* — Заклепки. Диаметры отверстий под заклепки, размеры замыкающих головок и подбор длин.
- ОСТ 1 34095-80 — Заклепки. Технические условия.
- ОСТ 1 34096-80 — (в исходном документе наименование отсутствует).
- ОСТ 1 34101-80 — (в исходном документе наименование отсутствует).
- ОСТ 1 34102-80 — (в исходном документе наименование отсутствует).
- ОСТ 1 34104-80 — Заклепки. Технические условия.
- ОСТ 1 42120-81 — Система стандартов безопасности труда. Сборка планера самолетов. Общие требования безопасности.
- ОСТ 1 51082-71 — Штампы к стационарным прессам групповой клепки с прижимом двумя щеками. Основные размеры.
- ОСТ 1 51083-71 — Штампы к стационарным прессам групповой клепки с прижимом штырями. Основные размеры.
- ОСТ 1 51084-71 — Штампы к стационарным прессам групповой клепки с прижимом торцевыми пластинами. Основные размеры.
- ОСТ 1 51085-71 — Штампы к стационарным прессам групповой клепки с прижимом центральными планками. Основные размеры.
- ОСТ 1 51086-71 — Штампы к стационарным прессам групповой клепки с двумя откидными обжимками. Основные размеры.
- ОСТ 1 51087-71 — Штампы к стационарным прессам групповой клепки с прижимной планкой и центрирующим устройством. Основные размеры.
- ОСТ 1 52863-89 — Поддержки виброзащитные с двумя пружинами. Конструкция.
- ОСТ 1 52864-89 — Поддержки виброзащитные с воздушной полостью. Конструкция.
- ОСТ 1 52865-89 — Поддержки виброзащитные с двоякотелескопической пружиной. Конструкция.
- ОСТ 1 52866-89 — Поддержки виброзащитные. Общие технические требования.
- АН-1642 — Заклепки.
- ТР 584-71 — Силы резания при сверлении отверстий диаметром до 12 мм в труднообрабатываемых материалах.
- НИАТ 1973 — Нормативы режимов резания и времени на точение, сверление, зенкование и развертывание цветных металлов.
- НИАТ 1973 — Нормативы режимов резания на механическую обработку высокопрочных, жаропрочных и титановых материалов.
- НИАТ 1974 — (наименование в исходном документе отсутствует).
- ОТ-08 — Отраслевой типаж специализированного технологического оборудования и ручного механизированного инструмента для выполнения заклепочных, болтовых и болт-заклепочных соединений. НИАТ 1991–1995 гг.
Автор: Яковлев Дмитрий Даниилович, специалист по техническому контролю качества продукции
Популярное за 3 месяца
Популярные статьи
Рекомендованная статья
Размер головки для кровельных саморезов
Хотите сделать надёжную кровлю? Узнайте, как правильно подобрать размер головки кровельных саморезов!
В статье детально разбираем:
- Основные параметры головок для разных типов работ
- Технические характеристики популярных размеров
- Особенности применения в зависимости от материала
- Критерии выбора оптимального крепежа
Раскроем секреты профессионалов и поможем избежать типичных ошибок при выборе кровельных саморезов. Узнайте, как правильно рассчитать нагрузку и подобрать размер для вашего проекта!
Читайте и делайте надёжные конструкции с правильным крепежом!
{kind=link}