 Изолента ПВХ синяя 13мм*11м
Изолента ПВХ синяя 13мм*11м  Болт мебельный DIN 603 (ГОСТ 7802-81) с квадратным подголовком М8*140 цинк
Болт мебельный DIN 603 (ГОСТ 7802-81) с квадратным подголовком М8*140 цинк 


Горячее цинкование (ГОЦ) — это не просто нанесение покрытия, а металлургический процесс, при котором стальной крепеж погружается в расплавленный цинк. В результате формируется многослойная система железо-цинковых сплавов, обеспечивающая исключительную защиту от коррозии. В этом материале мы детально разберем физику процесса, расшифруем специальную терминологию, рассмотрим главную технологическую проблему — неравномерность покрытия — и предложим инженерные пути ее решения.
1. Физическая сущность метода горячего цинкования
В отличие от гальванического (электролитического) цинкования, где ионы металла осаждаются на поверхности под действием электрического тока, горячее цинкование основано на реактивной диффузии. Подготовленное стальное изделие погружается в ванну с расплавленным цинком при температуре 430–460 °C согласно ГОСТ 9.307-2021[reference:0]. При контакте железа (Fe) с жидким цинком (Zn) запускается процесс образования интерметаллидных фаз.
Металлургия покрытия: от альфа-железа до эта-цинка
На границе раздела «сталь-расплав» растут слои с разной концентрацией железа. Это не механическое обволакивание, а химическое соединение. Структура покрытия (от стали к поверхности):
- Гамма-фаза (Γ, Fe₃Zn₁₀): Самый тонкий (2–4 мкм) и твердый слой (микротвердость до 5200 МПа), содержит ~25–28% Fe. Расположен непосредственно на стальной основе[reference:1][reference:2].
- Дельта-фаза (δ₁, FeZn₇): Основной по массе слой интерметаллида. Содержит ~7–11.5% Fe, имеет столбчатую структуру и обеспечивает механическую прочность сцепления[reference:3].
- Дзета-фаза (ζ, FeZn₁₃): Содержит около 5–6% Fe. Более пластичная, чем дельта-фаза[reference:4].
- Эта-фаза (η): Внешний слой практически чистого цинка (99.9% Zn). Обладает высокой пластичностью и обеспечивает катодную защиту стали при повреждении покрытия[reference:5].
Катодная (протекторная) защита — ключевое преимущество цинка. В электрохимическом ряду напряжений цинк активнее железа (его стандартный электродный потенциал равен -0.763 В против -0.440 В у железа). При появлении царапины или среза на крепеже цинк начинает окисляться первым, отдавая электроны стали и предотвращая ее ржавление[reference:6]. Эта функция сохраняется даже при локальном разрушении покрытия, выгодно отличая цинк от лакокрасочных материалов, которые дают только барьерную защиту.
2. Технологический процесс «слоями»: от обезжиривания до центрифугирования
Качество сцепления напрямую зависит от подготовки поверхности. Пропуск этапа или его некачественное выполнение приводит к браку. Классическая последовательность операций:
- Обезжиривание: Удаление смазочных масел и консервационных составов в горячих щелочных растворах. Остатки жиров создают непрокрытые участки[reference:7].
- Промывка: Многоступенчатая промывка водой для удаления остатков химикатов.
- Травление: Удаление окалины и ржавчины в растворе соляной кислоты (HCl). Важно контролировать время травления, чтобы избежать избыточного наводороживания металла, особенно для высокопрочных сталей[reference:8].
- Флюсование: Обработка в водном растворе хлоридов цинка (ZnCl₂) и аммония (NH₄Cl). Флюс растворяет оксидные пленки, оставшиеся после травления, и защищает поверхность от мгновенного окисления перед погружением в расплав[reference:9].
- Сушка и погружение: Изделия сушатся и медленно погружаются в ванну с расплавом цинка. Время выдержки составляет от 3 до 10 минут в зависимости от толщины металла и требуемой толщины покрытия.
- Центрифугирование: Сразу после извлечения корзину с горячим крепежом раскручивают. Центробежная сила удаляет излишки жидкого цинка с поверхности и из витков резьбы. Этот метод позволяет получить более тонкое и равномерное покрытие, чем простое окунание без вращения. Для мелкого крепежа именно центрифугирование является основным промышленным способом обработки[reference:10][reference:11].
- Охлаждение (закалка): Погружение в воду или охлаждение на воздухе для фиксации структуры покрытия.
3. Преимущества горячего цинкования перед другими методами
Чтобы понять ценность ГОЦ, сравним его с альтернативами по ключевым параметрам.
3.1. Сравнение с гальваническим цинкованием
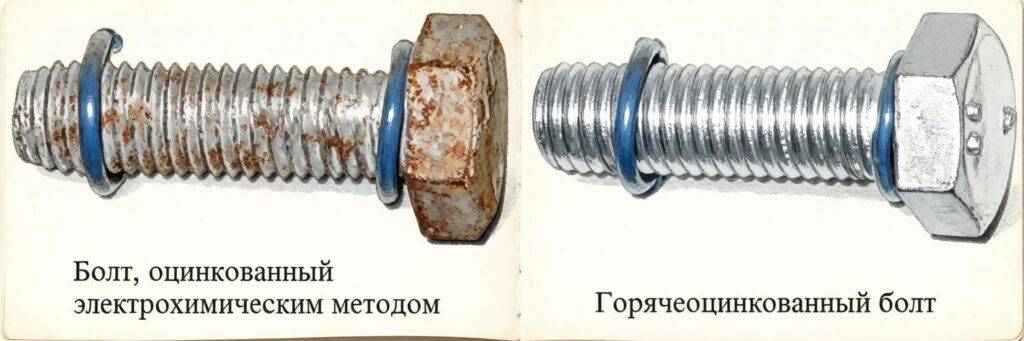
Гальваническое цинкование — это электролитический процесс. Толщина покрытия обычно находится в диапазоне 6–15 мкм (по ГОСТ 9.301-86), в то время как горячее цинкование дает слой 40–200 мкм (по ГОСТ 9.307-2021)[reference:12][reference:13]. Гальваника обеспечивает очень ровный и блестящий декоративный слой, но проигрывает в коррозионной стойкости и механической прочности. Самое опасное в гальваническом процессе для высокопрочного крепежа — водородное охрупчивание. Атомарный водород, выделяющийся при электролизе, внедряется в кристаллическую решетку стали, делая ее хрупкой. Для крепежа классов прочности 10.9 и 12.9 гальваническое цинкование без последующего обезводороживающего отжига находится под строгим запретом[reference:14]. При горячем цинковании водород не генерируется, поэтому риск охрупчивания на порядок ниже.
3.2. Сравнение с термодиффузионным цинкованием (ТДЦ)
Термодиффузионное цинкование проводят во вращающейся реторте с цинковым порошком при температурах 290–400 °C. ТДЦ дает очень равномерное покрытие без наплывов, что крайне важно для резьбовых соединений. Однако толщина слоя ТДЦ редко превышает 30–50 мкм, а сам процесс длится несколько часов. Горячее цинкование выигрывает по производительности и возможности нанесения более толстых слоев, но уступает в равномерности[reference:15].
3.3. Сравнение с холодным цинкованием
Холодное цинкование — это нанесение полимерно-цинковых композиций кистью или краскопультом. Содержание цинка в сухой пленке достигает 96%, однако сцепление с основой чисто адгезионное, а не металлургическое. Метод пригоден для ремонта покрытий на месте, но уступает горячему цинкованию по износостойкости и прочности[reference:16].
4. Неравномерность покрытия: корень проблемы и инженерные решения
Неравномерность толщины покрытия на резьбе — главный минус горячего цинкования. Причина — капиллярный эффект и высокая вязкость расплава. Жидкий цинк скапливается во впадинах резьбы, на кромках граней и в углах. В результате на вершине витка толщина может составлять 20 мкм, а во впадине — более 100 мкм, что делает невозможным свинчивание с гайкой, изготовленной по стандартному классу точности[reference:17].
4.1. Центрифугирование как базовый метод
Наиболее распространенный способ борьбы с наплывами в серийном производстве — центрифугирование. Сразу после извлечения из расплава корзина с крепежом раскручивается до нескольких сотен оборотов в минуту. Избыток цинка сбрасывается, и покрытие становится более равномерным. Однако этот метод эффективен только для крепежа крупнее M8. Детали с резьбой менее M8 и шагом менее 1.25 мм не рекомендуется подвергать горячему цинкованию именно из-за риска неисправимого заливания резьбы[reference:18].
4.2. Нарезание резьбы с минусовым допуском
Если после цинкования резьбу всё же «прорезают» плашкой (калибруют), слой цинка во впадинах срезается, и сталь оголяется. Чтобы избежать этого, резьбу на болте до цинкования нарезают с так называемым «минусовым» допуском (например, поле допуска 6az или 6AX по ISO 965). После нанесения толстого слоя цинка итоговый профиль резьбы оказывается близким к стандартному 6g/6h. Аналогично, гайки изготавливаются с увеличенным полем допуска (6AZ или 6AX), чтобы после покрытия получить требуемое сопряжение[reference:19][reference:20].
4.3. Маскирование резьбы
Для штучных или крупных деталей применяют изоляцию резьбовой части термостойкими силиконовыми колпачками или специальными лентами перед погружением. Это полностью сохраняет геометрию резьбы. Недостаток — высокая трудоемкость, делающая метод экономически нецелесообразным для массового производства.
4.4. Применение сплавов с пониженной вязкостью
Использование расплава Гальфан (Zn-5%Al) или Гальвалюм (Zn-55%Al) снижает вязкость и позволяет получать более тонкие и равномерные покрытия с повышенной коррозионной стойкостью. Добавка алюминия подавляет рост хрупких интерметаллидных фаз и улучшает текучесть расплава[reference:21].
5. Нормативная база: на что опираться при заказе
Ключевые стандарты, регламентирующие горячее цинкование крепежа в РФ:
- ГОСТ 9.307-2021 — устанавливает общие требования к цинковым покрытиям, нанесенным методом горячего цинкования при температурах 430–460 °C. Определяет минимальную толщину покрытия (40 мкм) и методы контроля (магнитный, металлографический)[reference:22][reference:23].
- ГОСТ ISO 10684-2015 — профильный стандарт для крепежа. Устанавливает требования к размерам, допускам резьбы и толщине покрытия для болтов, гаек и шпилек с резьбой от M8 до M64 классов прочности до 10.9 (болты) и 12 (гайки). Именно этот документ регламентирует использование центрифугирования[reference:24].
- ASTM A153 (Class C) — американский стандарт, часто встречающийся в импортном оборудовании. Для болтов диаметром более 9.5 мм минимальная толщина покрытия составляет 43 мкм[reference:25].
6. Типовые области применения горячеоцинкованного крепежа
Благодаря долговечности (срок службы до 50 лет в умеренно-агрессивных средах)[reference:26], такой крепеж незаменим в:
- Строительстве: Монтаж металлоконструкций мостов, опор ЛЭП, несущих каркасов зданий.
- Судостроении и портовой инфраструктуре: Причальные сооружения, элементы корпусов, подверженные воздействию морской воды.
- Дорожной отрасли: Крепление барьерных ограждений, мачт освещения, дорожных знаков.
- Химической промышленности: Эстакады трубопроводов, резервуары, оборудование для агрессивных сред.
- Альтернативной энергетике: Фундаментные анкеры и соединительные узлы ветрогенераторов и солнечных трекеров.
7. Заключение: чек-лист для заказа качественного крепежа
Горячее цинкование — это компромисс между максимальной коррозионной защитой и точностью геометрии. Чтобы получить надежный результат, придерживайтесь следующих правил:
- Не применяйте горячее цинкование для резьбы мельче M8.
- Для ответственных соединений всегда требуйте от поставщика соблюдения ГОСТ ISO 10684-2015 с резьбой, нарезанной по специальным допускам (6az/6AZ), а не по стандартным.
- Уточняйте метод удаления излишков цинка: центрифугирование обязательно для метизов.
- Помните о совместимости: прямой контакт горячеоцинкованного крепежа с латунью, медью или нержавеющей сталью в присутствии влаги может спровоцировать электрохимическую коррозию.
- При эксплуатации в морской воде или сильнокислых средах рассмотрите альтернативы — термодиффузионное цинкование или нержавеющие стали аустенитного класса.
Популярное за 3 месяца
Популярные статьи
Рекомендованная статья
Размер головки для кровельных саморезов
Хотите сделать надёжную кровлю? Узнайте, как правильно подобрать размер головки кровельных саморезов!
В статье детально разбираем:
- Основные параметры головок для разных типов работ
- Технические характеристики популярных размеров
- Особенности применения в зависимости от материала
- Критерии выбора оптимального крепежа
Раскроем секреты профессионалов и поможем избежать типичных ошибок при выборе кровельных саморезов. Узнайте, как правильно рассчитать нагрузку и подобрать размер для вашего проекта!
Читайте и делайте надёжные конструкции с правильным крепежом!
{kind=link}