


Нарезание резьбы представляет собой одну из наиболее распространенных операций в токарной обработке. Современные твердосплавные пластины позволяют получать высококачественные резьбы различных профилей и стандартов. В данной статье мы рассмотрим, какие резьбы бывают, как классифицируются режущие пластины и особенности работы с различными типами профилей.
Классификация резьб и области применения
Понимание того, что такое профиль резьбы, является основополагающим для правильного выбора инструмента. Профиль резьбы определяет геометрическую форму витка и его функциональное назначение.
Основные системы измерения
По системе измерения резьба виды делится на несколько категорий:
- Метрическая резьба – все параметры указываются в миллиметрах. Это наиболее распространенный тип в России и странах СНГ.
- Дюймовая резьба – параметры указываются в дюймах. Шаг характеризуется количеством витков на дюйм (TPI).
- Модульная резьба – шаг измеряется в модулях (m), применяется преимущественно в червячных передачах.
- Питчевая резьба – шаг определяется в питчах (diametral pitch), используется в зуборезном производстве и некоторых специальных применениях.
Классификация по форме профиля
Классификация резьб по геометрической форме включает:
- Треугольная резьба – наиболее распространена для крепежных соединений
- Трапецеидальная резьба – применяется в ходовых винтах и силовых передачах
- Упорная резьба – передает значительные усилия в одном направлении
- Круглая резьба – отличается повышенной износостойкостью
- Прямоугольная резьба – специальный профиль для конкретных задач
Типы токарных пластин для нарезания резьбы
Полнопрофильные пластины
Полный профиль обеспечивает нарезание готовой резьбы за минимальное количество проходов. Такие пластины формируют вершину и впадину профиля одновременно, что исключает необходимость дополнительной обработки.
Преимущества полнопрофильных пластин:
- Высокая точность получаемой резьбы
- Отсутствие заусенцев на вершине профиля
- Минимальное количество проходов
- Отличное качество поверхности
Недостатки:
- Для каждого шага требуется отдельная пластина
- Более высокая стоимость инструмента
- Целесообразны преимущественно для серийного производства
Пластины с неполным профилем
Пластины с неполным профилем (55° или 60°) представляют собой универсальный инструмент, позволяющий нарезать резьбы различного шага в определенном диапазоне одной пластиной.
Особенности применения:
- Требуется точная предварительная обработка наружного/внутреннего диаметра
- Вершина профиля формируется отдельно
- Идеальны для единичного и мелкосерийного производства
- Экономия на инструменте при большом разнообразии шагов
Многозубые пластины
Многозубые пластины содержат несколько режущих зубьев, что позволяет значительно сократить количество проходов. Однако их применение требует стабильных условий резания и достаточного пространства для схода стружки.
Внутренняя и наружная резьба: особенности выбора инструмента
Внутренняя резьба предъявляет особые требования к инструменту. Хотя пластины для внутренней и наружной обработки могут выглядеть схоже, они не являются взаимозаменяемыми.
Ключевые различия:
- Радиус при вершине – у пластин для внутренней обработки он значительно меньше
- Габариты державки – для внутренней резьбы требуются державки меньшего сечения
- Доступ к зоне резания – ограничен диаметром отверстия
- Отвод стружки – более сложен при внутренней обработке
При выборе пластины важно учитывать минимальный диаметр отверстия, в котором будет нарезаться внутренняя резьба.
Основные стандарты резьб и их характеристики
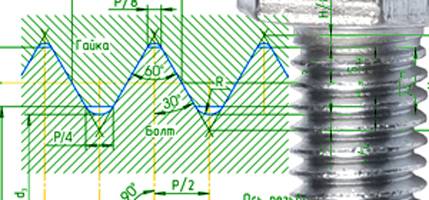
Метрическая резьба ISO (профиль 60°)
Метрическая резьба с полным профилем 60° является основным стандартом для крепежных соединений. Профиль представляет собой равносторонний треугольник с притупленными вершинами.
Характеристики:
- Угол профиля: 60°
- Параметры: диаметр и шаг в миллиметрах
- Применение: болты, гайки, шпильки, винты
- Стандарт: ГОСТ 9150-2002
- Поверхность: цилиндрическая или коническая
Дюймовая резьба UN/UNF (профиль 60°)
Американская унифицированная резьба широко применяется в США и Канаде. При схожем профиле с метрической резьбой (60°), все параметры указываются в дюймах.
Разновидности:
- UNC – крупный шаг
- UNF – мелкий шаг
- UNEF – сверхмелкий шаг
- UNS – специальный шаг
Трубная резьба Whitworth (профиль 55°)
Британский стандарт с углом профиля 55°. Исторически применялась в Великобритании для трубных соединений диаметром более ¼ дюйма.
Особенности:
- Дюймовая система измерения
- Коническая или цилиндрическая форма
- Крепежно-уплотнительное назначение
- Требует применения уплотнителей
Коническая трубная резьба NPT
Американский стандарт конической трубной резьбы с углом профиля 60°. Один из самых распространенных стандартов в США для соединений труб и фитингов.
Характеристики NPT:
- Конусность: 1:16
- Повышенная герметичность
- Применение: газовые, водяные, паровые системы
- Диапазон диаметров: от 1/16″ до 24″
Часто возникает вопрос: 1 8 npt резьба в мм – это соответствует диаметру примерно 10,29 мм с шагом 27,8 витков на дюйм.
Британская трубная резьба BSPT (55°)
Коническая трубная резьба британского стандарта с углом профиля 55°. Широко применяется в европейской пневматической и гидравлической промышленности.
Особенности BSPT:
- Коническая форма (1:16)
- Требуется герметик для уплотнения
- Не предназначена для многократного разъединения
- Рекомендуется для систем низкого давления
Трапецеидальная резьба TR (профиль 30°)
Резьба трапецеидальная представляет собой равнобедренную трапецию с углом 30° между боковыми сторонами. Это ходовая резьба, применяемая для преобразования вращательного движения в поступательное.
Преимущества трапецеидальной резьбы:
- Повышенная износостойкость
- Способность выдерживать значительные осевые нагрузки
- Минимальное трение в паре винт-гайка
- Самоторможение при статических нагрузках
- Возможность реверсивного движения
Области применения:
- Ходовые винты станков
- Силовые винты прессов
- Подъемные механизмы
- Суппорты и каретки
Трапецеидальная резьба виды включает профили с углами 15°, 24°, 30° и 40°, но наиболее распространен именно 30-градусный профиль.
Упорная резьба
Упорная резьба имеет профиль неравнобокой трапеции и предназначена для передачи значительных усилий в одном направлении.
Разновидности упорной резьбы:
- Американская упорная ABUT – угол профиля 45°, применяется в мощных силовых передачах
- API Buttress – упорная резьба для обсадных труб в нефтегазовой промышленности. Углы наклона сторон: 3° и 10°, конусность 1:16
Характеристики:
- Высокая несущая способность
- Эффективна при односторонней нагрузке
- Повышенная герметичность (для API Buttress)
- Шаг указывается в нитках на дюйм
Круглая резьба RD (профиль 30°)
Круглая резьба имеет профиль в виде круглых дуг с углом 30° между сторонами. Отличается повышенной износостойкостью и стойкостью к загрязнению.
Области применения круглой резьбы:
- Пищевая промышленность (особенно молочная)
- Пожарная техника
- Горное оборудование
- Грузоподъемные крюки
- Водопроводная арматура
- Системы с агрессивными средами
Стандарт DIN 405 определяет параметры цилиндрической круглой резьбы. Измерение производится в дюймах, пластины имеют полный профиль.
Резьба API Round (60°)
Замковая круглая резьба Американского нефтяного института применяется в бурильных колоннах, насосно-компрессионных и обсадных трубах.
Характеристики:
- Треугольный профиль с закругленными вершинами и впадинами
- Угол при вершине: 60°
- Коническая форма
- Шаг: в миллиметрах и нитках на дюйм
Резьба UNJ (60°)
Унифицированная дюймовая резьба повышенной точности с увеличенным радиусом впадины. Специально разработана для аэрокосмической промышленности.
Особенности UNJ:
- Повышенная усталостная прочность
- Обязательный радиус впадины для наружной резьбы
- Скругленные вершины и впадины
- Применяется в ответственных авиационных и космических соединениях
ACME и STACME (29°)
ACME – американская трапецеидальная резьба с углом профиля 29°. Широко применяется в ходовых винтах машиностроения.
STACME (Stub ACME) – укороченная версия ACME с уменьшенной высотой профиля при том же угле 29°. Используется в тонкостенных трубных соединениях нефтегазовой отрасли.
Нарезание резьбы на токарном станке: практические рекомендации
Нарезание резьбы на токарном станке требует соблюдения определенных правил для получения качественного результата.
Методы врезания пластины
Правильный выбор стратегии врезания критически важен для стойкости инструмента и качества резьбы:
1. Радиальное врезание
Наиболее простой, но не оптимальный метод. Стружка в форме V плохо ломается и эвакуируется. Пластина подвергается двусторонней нагрузке, перегреву и ударам, что сокращает срок службы.
2. Одностороннее боковое врезание
Инструмент перемещается под углом 30° вдоль линии точения. Стружка отводится легче, перегрев минимален. Однако дополнительная кромка трется о боковую поверхность, вызывая вибрацию и снижая качество.
3. Модифицированное боковое врезание (рекомендуемое)
Угол врезания менее 30°, вспомогательная кромка не контактирует с обработанной поверхностью. Оптимальный баланс между качеством и стойкостью инструмента.
4. Двухстороннее боковое врезание
Рекомендуется для больших шагов и трапецеидального профиля. Пластина врезается попеременно вдоль обеих сторон профиля, равномерно распределяя нагрузку. Требуется контроль отвода стружки.
Стратегия глубины резания
Глубину врезания необходимо уменьшать с каждым последующим проходом. Постоянная глубина приводит к экспоненциальному росту усилия резания и интенсивности съема металла, что может вызвать поломку пластины.
Применение СОЖ
Использование смазочно-охлаждающей жидкости дает существенные преимущества:
- Предотвращение перегрева режущей кромки
- Улучшенный отвод стружки
- Контроль стружколомания
- Повышение качества поверхности
Внутренняя подача СОЖ предпочтительнее внешней, особенно при нарезании внутренней резьбы.
Контроль параметров заготовки
Точность диаметра заготовки критически важна:
- Слишком большой диаметр → чрезмерное врезание → риск поломки
- Слишком малый диаметр → неполный профиль → брак
Перед началом работы обязательно сверяйте диаметр и шаг резьбы с чертежом.
Учет радиуса при вершине
Пластины для внутренней резьбы имеют меньший радиус при вершине по сравнению с пластинами для наружной обработки. Пластины NPT также характеризуются малым радиусом.
Рекомендация: Для повышения стойкости инструмента с малым радиусом увеличьте количество проходов и снизьте скорость резания.
Предварительная обработка профиля
Многие токари не знают, что производительность можно повысить, если перед чистовым проходом обработать резьбу пластиной с углом 55° или 60°.
При работе с малыми радиусами рекомендуется:
- Черновой проход пластиной с большим радиусом при вершине
- Оставление припуска на чистовые проходы
- Чистовая обработка пластиной с требуемым профилем
Это продлевает стойкость чистовой пластины и повышает производительность.
Удаление заусенцев
Заусенцы часто образуются на начальных проходах, особенно при обработке нержавеющей стали и дуплексных сталей. Их необходимо своевременно удалять.
Профилактика:
- Правильный выбор метода врезания
- Учет шага резьбы
- Оптимизация цикла нарезания
Решение проблем с качеством поверхности
При неудовлетворительном качестве обработанной поверхности попробуйте:
- Изменить скорость резания (увеличить или уменьшить)
- Снизить глубину резания
- Своевременно менять режущие кромки
- Испытать альтернативный метод врезания
- Увеличить подачу СОЖ
- Уменьшить вылет резца
Контроль глубины профиля
Если глубина профиля на выходе не соответствует заданной, проверьте:
- Высоту установки инструмента относительно оси центров
- Точность диаметра заготовки
- Износ режущей кромки пластины
Проблемы с отводом стружки
Плохой отвод стружки может быть вызван:
- Повышенной температурой в зоне резания
- Неправильным сплавом пластины
- Недостаточной подачей СОЖ
- Чрезмерной скоростью обработки
- Слишком большой глубиной врезания
Решение: Снизьте скорость и глубину резания, проверьте диаметр точения, увеличьте подачу СОЖ.
Выбор пластины по маркировке
Тип пластины для резьбы можно определить по маркировке. Обычно в обозначении указывается:
- E (External) – наружная резьба
- I (Internal) – внутренняя резьба
- R (Right) – правая резьба
- L (Left) – левая резьба
- RL – универсальная (правая и левая)
Также маркировка содержит информацию о:
- Типе профиля (ISO, UN, NPT, TR и т.д.)
- Угле профиля (60°, 55°, 30°, 29°)
- Шаге резьбы или диапазоне шагов
- Размере пластины
- Сплаве и покрытии
Заключение
Правильный выбор токарных пластин для нарезания резьбы требует понимания классификации резьб, особенностей различных профилей и стандартов. От метрической ISO до специализированных API, от крепежной до ходовой – каждый тип резьбы имеет свои особенности применения.
Соблюдение рекомендаций по нарезанию, правильный выбор метода врезания, использование СОЖ и своевременный контроль параметров позволяют получать резьбу высокого качества при оптимальной стойкости инструмента.
Для удобства подбора инструмента рекомендуется использовать специализированные таблицы, где систематизированы данные о соответствии пластин различным типам резьбы, шагам и материалам обработки.
Популярное за 3 месяца
Популярные статьи
Рекомендованная статья
Размер головки для кровельных саморезов
Хотите сделать надёжную кровлю? Узнайте, как правильно подобрать размер головки кровельных саморезов!
В статье детально разбираем:
- Основные параметры головок для разных типов работ
- Технические характеристики популярных размеров
- Особенности применения в зависимости от материала
- Критерии выбора оптимального крепежа
Раскроем секреты профессионалов и поможем избежать типичных ошибок при выборе кровельных саморезов. Узнайте, как правильно рассчитать нагрузку и подобрать размер для вашего проекта!
Читайте и делайте надёжные конструкции с правильным крепежом!
{kind=link}